054-368-6861
お問い合わせはこちら
054-366-6862


常伸製作所の強みは『溶接技術』です。手溶接 自動溶接と専門級 TN-P取得者が溶接技術を発揮しモノづくりをしています。ここでは【TIG溶接】と【裏波溶接】についてご説明いたします。
 溶接方法としてはガス溶接と似ていて、片手に溶接トーチ、片手に溶接棒を持って溶接します。またアーク溶接のようにバチバチっと火花が飛び散ることはなくステンレス、アルミ、鉄など、ほとんどすべての金属の溶接が出来ます。
溶接方法としてはガス溶接と似ていて、片手に溶接トーチ、片手に溶接棒を持って溶接します。またアーク溶接のようにバチバチっと火花が飛び散ることはなくステンレス、アルミ、鉄など、ほとんどすべての金属の溶接が出来ます。
TIG溶接機の構造は、タングステンという棒に電流を流し、溶接する材料との間に高温のアークを発生させ、その熱で材料同士を溶かして溶融する溶接方法です。
溶接中材料に空気が入ると、溶接部分に欠陥が起き、見た目も悪くなってしまうので、材料を保護するガス(シールドガス)を吹き付け、空気を遮断すると強度が高く、同時に美しい溶接が可能になります。
この様に溶接の見た目が美しく、ブローホール、ピットなどの欠陥が発生しにくい特徴があるため、食品・医薬関係の配管、気密性を要する機器、表面をパフ研磨する製品にも使用されます。






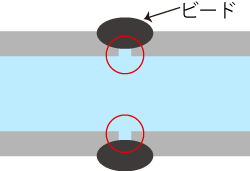
裏波(うらなみ)溶接とは、溶接面だけでなく配管内部の溶接面にもビード(溶接の溶着部分にできる帯状の盛り上がり)を出したい時に使用される溶接方法です。
母材並みの強度が期待でき、強度部材に適用できます。また内面に継ぎ目が出来ないため(下図参照)、液溜まりの発生を防止することができ食品・薬液配管部品などの製品に使用されます。
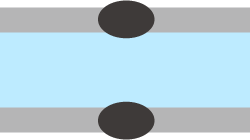
食品・薬液配管は管内の残留物が少なく洗浄効率をUPさせることが求められており、配管裏波溶接は食品・薬液配管にとっては必須の技術といえます。




054-368-6861
054-366-6862